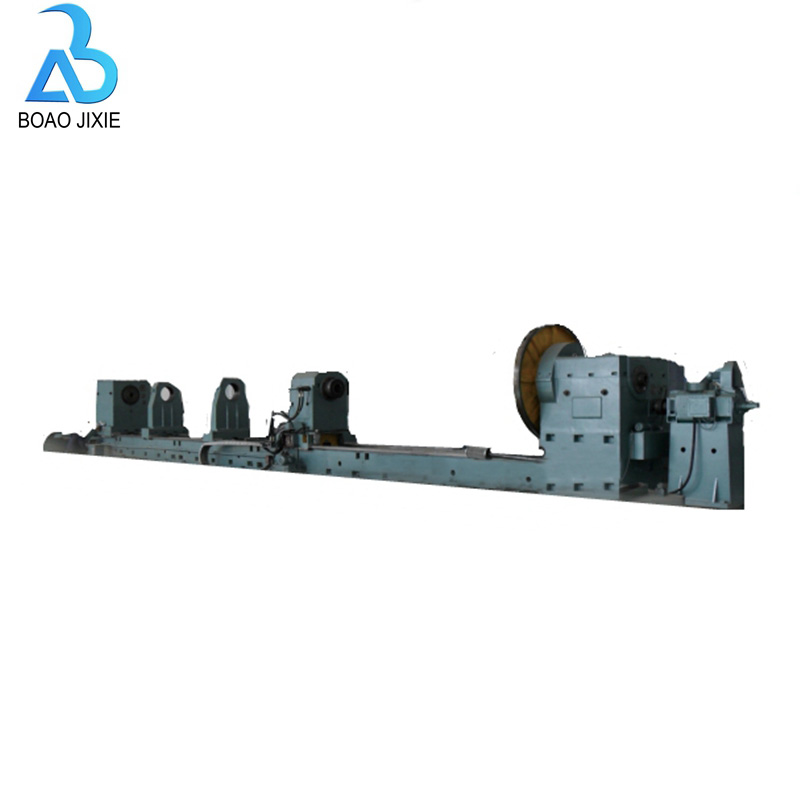
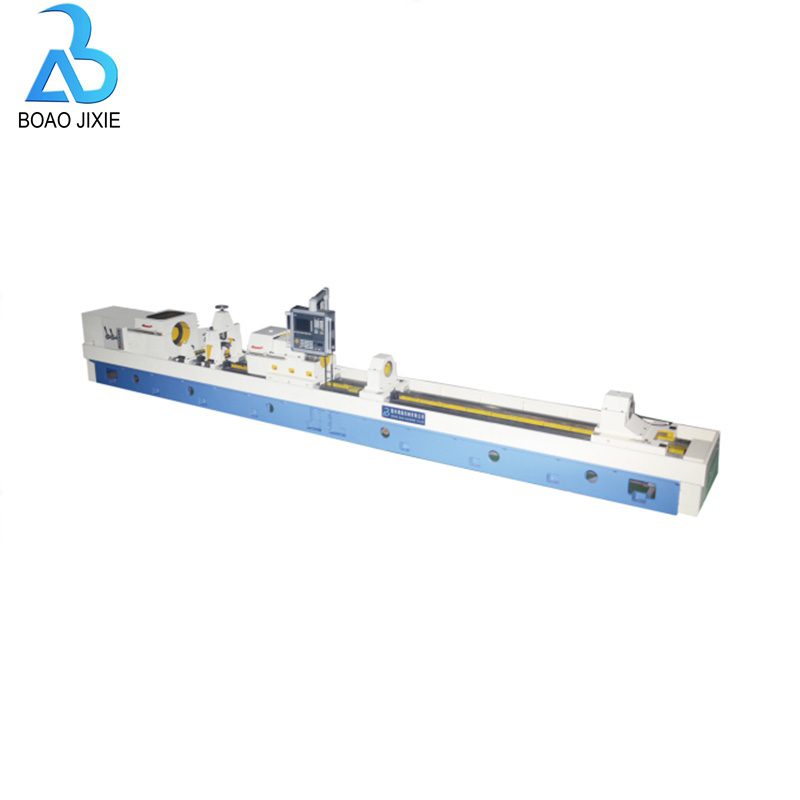
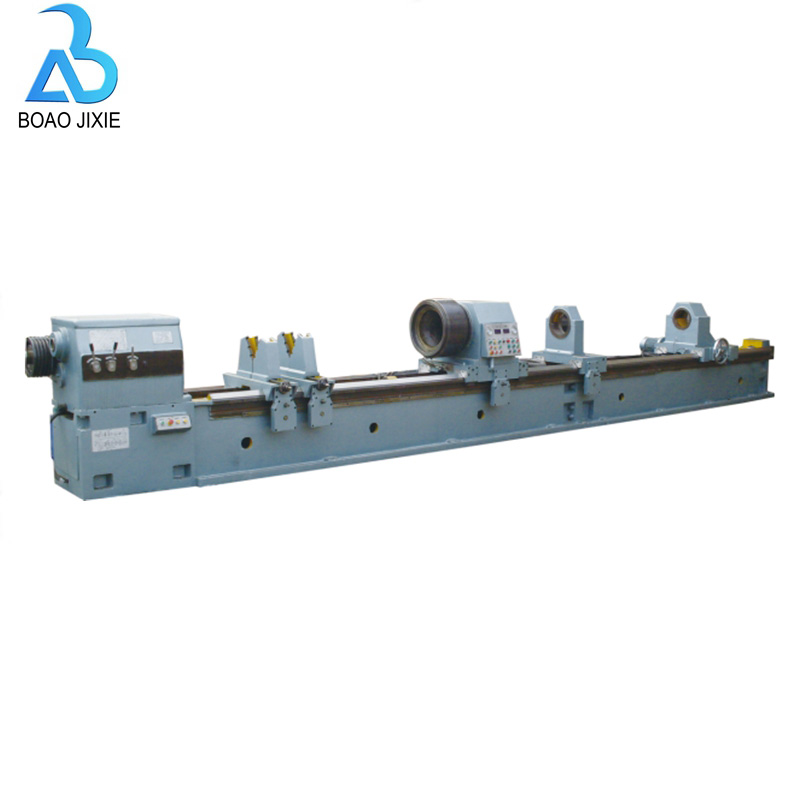
CNC-Hochleistungs-Tieflochbohr- und Bohrmaschinen
Produktbeschreibung
Die T2150-Maschine ist hauptsächlich für die Bearbeitung zylindrischer Werkstücke vorgesehen.Das Werkzeug wird ständig rotiert und vorgeschoben. Diese Maschine kann den Prozess des Bohrens, Bohrens, Aufweitens und Rollierens usw. durchführen. Die Maschine ist mit einem CNC-System zusammengebaut.Neben der Bearbeitung von Durchgangslöchern können auch Stufen- und Sacklöcher bearbeitet werden.Die Spindel des Spindelstocks wird von einem leistungsstarken Gleichstrommotor angetrieben, der über mehrere Gänge und eine stufenlose Geschwindigkeitsregelung verfügt.Der Prozess basiert auf der Rotation des Werkstücks und der Werkzeugzuführung, das Kühlmittel wird über die Ölzufuhr oder durch das Ende der Bohrstange zugeführt, der Span wird durch den Kühlmitteldruck herausgedrückt.
Der Spindelstockteil ist mit einem Dreibacken- oder Vierbackenfutter ausgestattet, die Ölzuführung spannt das Werkstück mittels Servomotor.Die Ölzuführung kann entlang des Bettkörpers bewegt und positioniert werden und sorgt so für eine konstante Spannkraft auf das Werkstück.Das Hydrauliksystem verfügt über eine gute Kontrolle beim Spannen und Fixieren des Werkstücks, was eine hohe Stabilität und gute Präzision aufweist.Der Ölförderer übernimmt die Hauptachsenstruktur, die die Tragfähigkeit und Rotationsgenauigkeit verbessert.
Der Bettkörper besteht aus hochfestem Gusseisen, was der Maschine eine ausreichende Steifigkeit verleiht.Die Führungsbahn wird durch Härtungstechnologie behandelt und weist eine hervorragende Verschleißfestigkeit und eine hochpräzise Haltefähigkeit auf.Alle Betriebsparameter werden über ein Messgerät angezeigt (das CNC-Bedienfeld befindet sich seitlich am Mittelteil der Maschine), die Werkstückspannung und der Betrieb sind sehr sicher, schnell und stabil.Diese Maschine wird häufig in der Produktion von Spezialzylindern, Kohlezylindern, hydraulischen Maschinen, Hochdruckkesselrohren, der Erdöl-, Militär-, Elektro- und Luftraumindustrie eingesetzt.
Spezifikationen
| NO | Artikel | Parameter | |
| 1 | Modelle | TK2250 | TK2150 |
| 2 | Bohrdurchmesserbereich | / | Φ40-Φ150mm |
| 3 | Bohrdurchmesser klingelte | Φ120-Φ500mm | Φ120-Φ500mm |
| 4 | Max. Bohrtiefe | 1000-18000 mm | 1000-18000 mm |
| 5 | Spanndurchmesserbereich des Werkstücks | Φ150-Φ650mm | Φ150-Φ650mm |
| 6 | Höhe der Maschinenspindelmitte | 625 mm | 625 mm |
| 7 | Drehzahlbereich der Spindelstockspindel | 1-225 U/min | 1-225 U/min |
| 8 | Spindellochdurchmesser | Φ130mm | Φ130mm |
| 9 | Durchmesser der vorderen Kegelbohrung der Spindel | Metrisch 140# | Metrisch 140# |
| 10 | Motorleistung des Spindelstocks | 45 kW, Gleichstrommotor | 45 kW, Gleichstrommotor |
| 11 | Motorleistung des Bohrkastens | / | 22KW |
| 12 | Bohrkasten-Spindellochdurchmesser | / | Φ75mm |
| 13 | Das vordere konische Loch des Bohrkastens | / | Φ85mm 1:20 |
| 14 | Die Geschwindigkeit des Bohrkastens klingelte | / | 60-1000 U/min |
| 15 | Vorschubgeschwindigkeitsbereich | 5-3000 mm/min (stufenlos) | 5-3000 mm/min (stufenlos) |
| 16 | Schnelle Geschwindigkeit des Vorschubwagens | 3m/min | 3m/min |
| 17 | Motorleistung einspeisen | 7,5 kW | 7,5 kW |
| 18 | Schnelle Motorleistung des Vorschubschlittens | 36N.M | 36N.M |
| 19 | Hydraulikpumpenmotor | N=1,5KW | N=1,5KW |
| 20 | Nennarbeitsdruck des Hydrauliksystems | 6,3 MPa | 6,3 MPa |
| 21 | Kühlpumpenmotor | N=7,5 kW (2 Gruppen), 5,5 kW (1 Gruppe) | N=7,5 kW (2 Gruppen), 5,5 kW (1 Gruppe) |
| 22 | Nennarbeitsdruck des Kühlsystems | 2,5 MPa | 2,5 MPa |
| 23 | Durchfluss des Kühlsystems | 300, 600, 900 l/min | 300, 600, 900 l/min |
| 24 | CNC-Steuerungssystem | Siemens 808/ KND | Siemens 808/ KND |
Hinweis: Das numerische Steuerungssystem ist optional
Fotowand