Gute Hochleistungs-Tieflochbohrmaschinen mit Bohrwerkzeugen
Produktbeschreibung
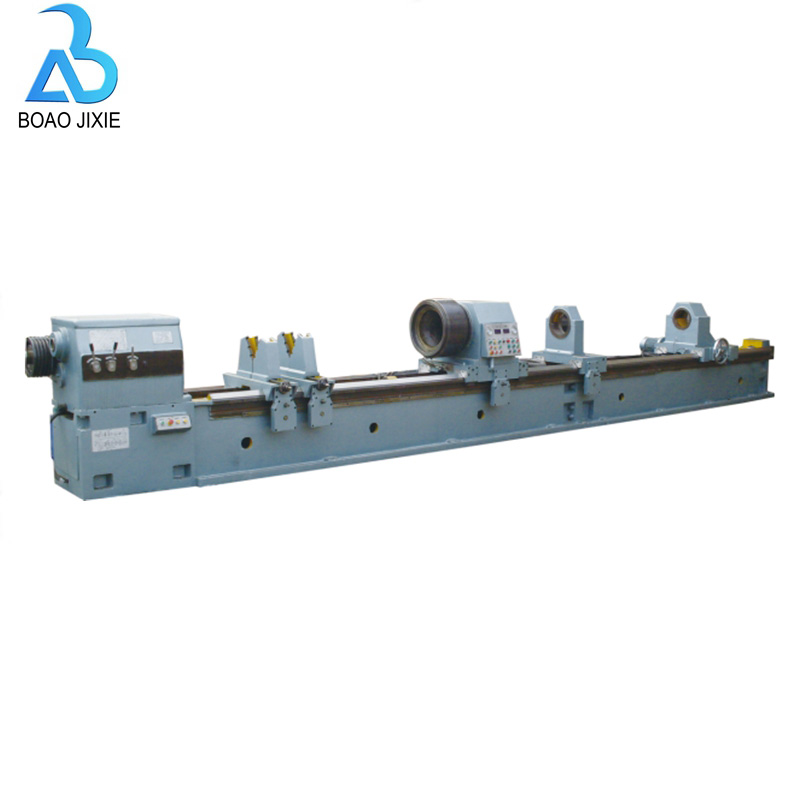
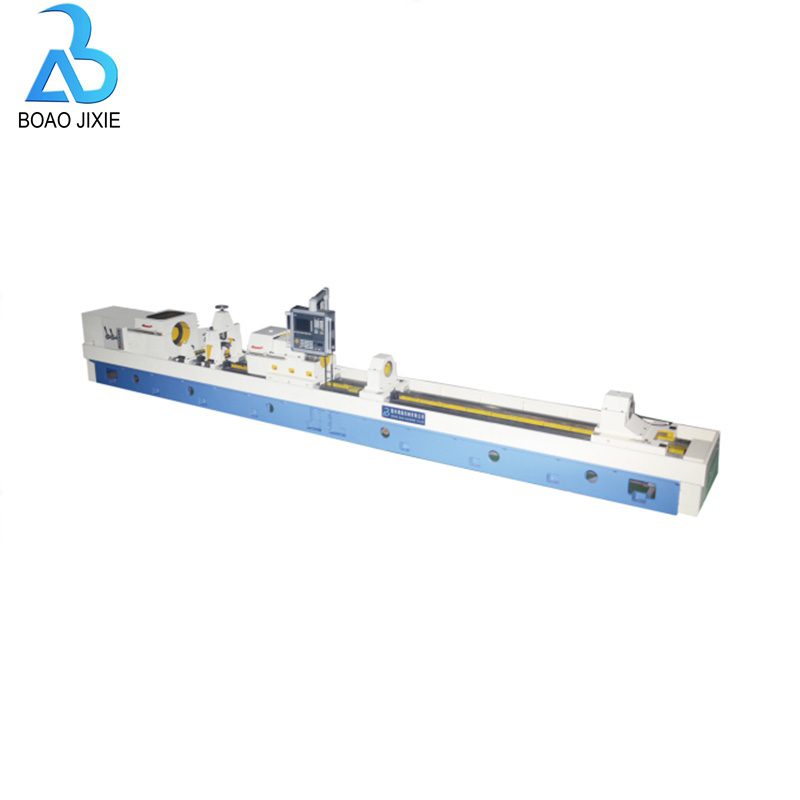
Die T2180-Maschine ist hauptsächlich für die Bearbeitung von zylindrischen Hochleistungsteilen wie Bohren, Aufbohren, Aufweiten, Rollieren und Trepanieren usw. vorgesehen. Das Werkstück wird langsam rotiert, das Werkzeug dreht sich beim Vorschub schnell.Neben der Bearbeitung von Durchgangslöchern können auch Stufen- und Sacklöcher bearbeitet werden.Diese Maschine wird in einem breiten Spektrum eingesetzt, der Prozesstyp kann je nach tatsächlichem Bedarf ausgewählt werden.
Beim Bohren verwendet die Maschine die BTA-Methode zur internen Spanabfuhr. Die Ölzufuhr liefert die Schneidflüssigkeit, um die Späne vom Ende der Bohrstange zu entfernen.Beim Stoßbohren erreicht die Schneidflüssigkeit den Schneidbereich durch ein kleines Loch der Ölzufuhr oder ein großes Loch am Ende der Bohrstange.
Der Span wird aus dem Spindelstockende ausgespült.Beim Trepanieren sollten das Spezialwerkzeug, die Werkzeugleiste und die Spannvorrichtung ausgestattet sein, der Span wird durch die Art der externen Entfernung abgeführt.
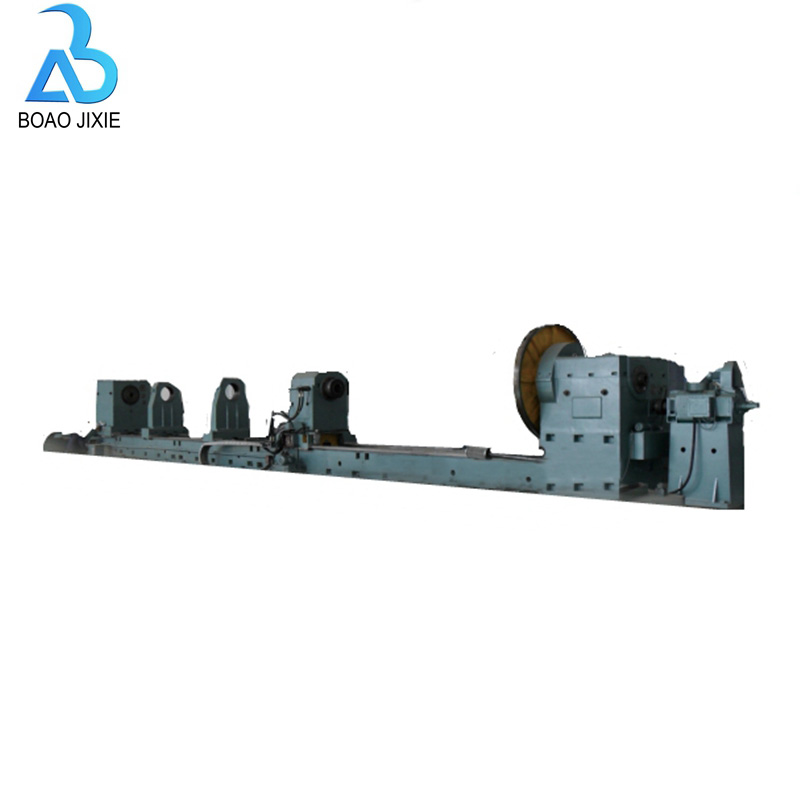
Diese Maschine ist mit einem Bohrkasten ausgestattet, der eine doppelte Drehung von Werkstück und Werkzeug ermöglicht; je nach tatsächlichem Bedarf ist auch die Einzelbewegung verfügbar.Wenn das Werkstück eine niedrigere Drehzahl benötigt, können Prozesseffizienz und Qualität gewährleistet werden.
Der Spindelstock ist mit einem Hochleistungs-Vierbackenfutter ausgestattet, um das Werkstück zu fixieren, die Lünette dient der Abstützung und die Ölzufuhr dient der Klemmung durch hydraulischen Druck.Der Ölförderer übernimmt die Hauptachsenstruktur, die die Tragfähigkeit und Rotationsgenauigkeit verbessert.Der Bettkörper weist eine hervorragende Steifigkeit, gute Verschleißfestigkeit und eine hohe Präzisionshaltefähigkeit auf.Der Werkzeugvorschub übernimmt einen AC-Servomotor, um eine stufenlose Geschwindigkeitsregelung zu realisieren.Der Spindelstock verwendet einen Gleichstrommotor mit stufenloser Geschwindigkeitsregulierung.Der Bohrkasten wird von einem großen Motor angetrieben, dessen Geschwindigkeit über eine Gangschaltung reguliert wird.
Das Hydrauliksystem verfügt über eine präzise Steuerung beim Spannen und Fixieren des Werkstücks, was eine hohe Stabilität und Präzision gewährleistet.Alle Betriebsparameter werden per Messgerät angezeigt, die Werkstückspannung und der Betrieb sind sehr sicher, schnell und stabil.Die Maschine verfügt über eine SPS-Steuerung mit Mensch-Maschine-Schnittstelle und ist einfach zu bedienen.
Spezifikationen
| NO | Artikel | Beschreibung | |
| 1 | Modelle | T2280 | T2180 |
| 2 | Bohrdurchmesserbereich |
| Φ60mm-Φ150mm |
| 3 | Maximaler Bohrdurchmesserbereich | Φ800mm | Φ800mm |
| 4 | Bohrtiefenbereich | 1000–15000 mm | 1000–15000 mm |
| 5 | Spanndurchmesserbereich des Werkstücks | 320–1250 mm | 320–1250 mm |
| 6 | Höhe der Maschinenspindelmitte | 1000 mm | 1000 mm |
| 7 | Drehzahlbereich der Spindelstockspindel | 3-120 U/min | 3-120 U/min |
| 8 | Spindellochdurchmesser | 1-225 U/min | 1-225 U/min |
| 9 | Durchmesser der vorderen Kegelbohrung der Spindel | Φ130mm | Φ130mm |
| 10 | Motorleistung des Spindelstocks | 140# | 140# |
| 11 | Motorleistung des Bohrkastens |
| 30KW |
| 12 | Bohrkasten-Spindellochdurchmesser |
| 130mm |
| 13 | Der vordere Kegellochdurchmesser:des Bohrkastens |
| Φ85mm (1:20) |
| 14 | Drehzahlbereich des Bohrkastens |
| 16-270 U/min |
| 15 | Vorschubgeschwindigkeitsbereich | 5-2000mm/min (stufenlos) | 5-2000mm/min (stufenlos) |
| 16 | Schnelle Geschwindigkeit des Vorschubwagens | 2m/min | 2m/min |
| 17 | Motorleistung einspeisen | 11KW | 11KW |
| 18 | Schnelle Motorleistung des Vorschubschlittens | 36N.M | 36N.M |
| 19 | Motorleistung der Hydraulikpumpe | N=1,5KW | N=1,5KW |
| 20 | Nennarbeitsdruck des Hydrauliksystems | 6,3 MPa | 6,3 MPa |
| 21 | Motorleistung der Kühlpumpe | N=7,5 kW (2 Gruppen) 5,5 kW (1 Gruppe) | N=7,5 kW (2 Gruppen) 5,5 kW (1 Gruppe) |
| 22 | Nennarbeitsdruck des Kühlsystems | 2,5 MPa | 2,5 MPa |
| 23 | Durchfluss des Kühlsystems | 300, 600, 900 l/min | 300, 600, 900 l/min |
| 24 | CNC-Steuerungssystem | Siemens 808oderKND | Siemens 808oderKND |
Fotowand